Turbine Filter Analysis - Post Failure Root Cause Analysis Unit #1 (Final Report)
Problem Summary:
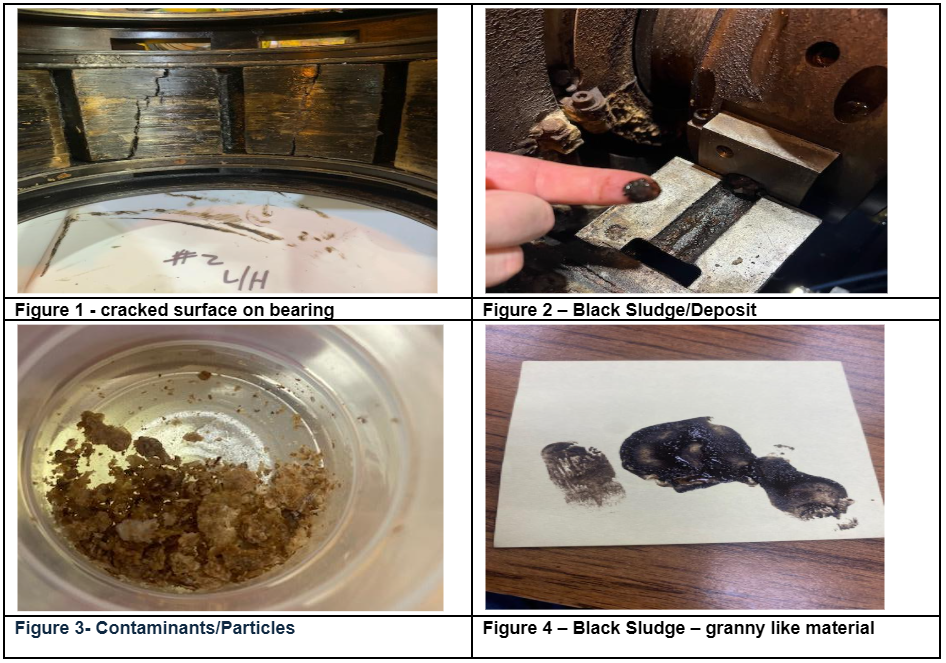
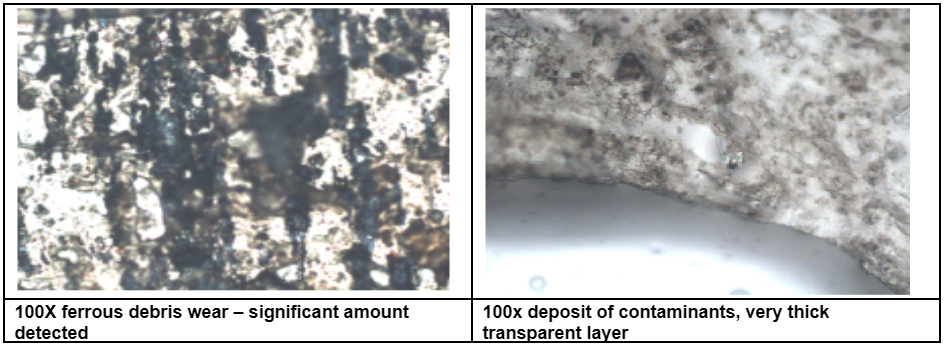
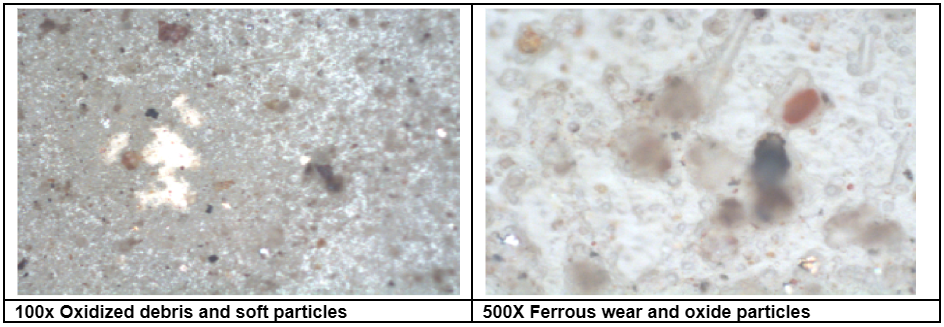
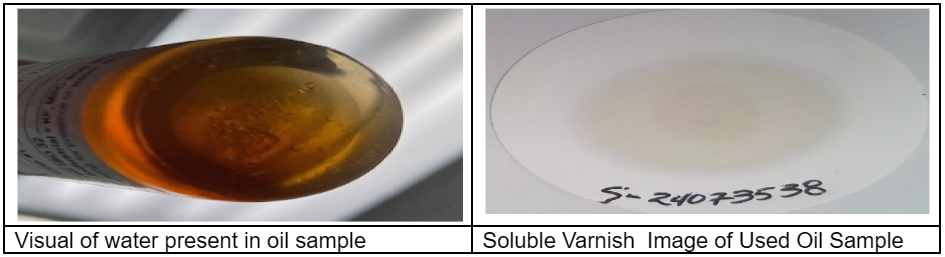
The purpose of this analysis was to perform testing to determine root cause analysis for failure. Turbine unit experienced failure in July, upon inspection/tear down found the following: surface cracks on the bearings, black residue/sludge and particulate matter was obtained. Filter was sent in to perform in-depth Filter Debris analysis, varnish as well as standard analysis. See images below taken from inspection/tear down of the Turbine system post failure.
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
5 samples in total were received and sent in for testing, The following samples are listed below
Sample number 24073537 – New Unused oil
Sample number 24073540 – Dry Flakes
Sample number 24073539 – Rusty Sludge
Sample number 24073538 – Turbine Oil – 1 (used oil sample)
Sample number 24073265 – FDA Analysis
Turbine Filter Debris Analysis: 24073265
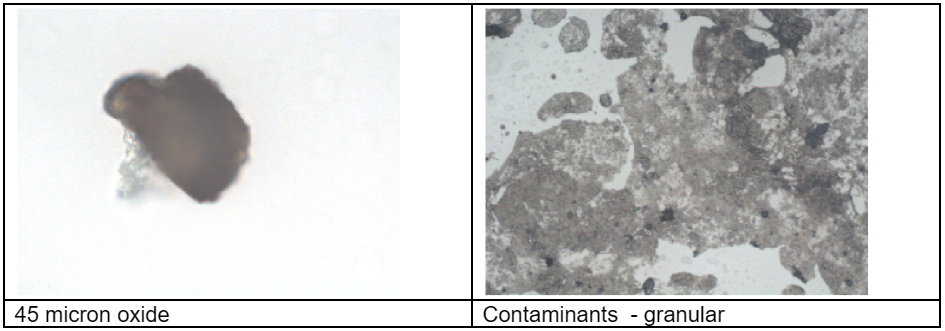
Oil was retrieved from the filter and used to conduct a battery of tests to assist with RCA. They are as follows, FDA, Varnish, Water and Bacteria, Fungi and Mold. Based on our most recent analysis we have found evidence of high-water contamination of 245,370 ppm or 24.5% of water this exceeds the OEM warning limit of 500 ppm or 0.05% of water in Steam Turbine applications. When there is high presence of water the system is susceptible to wear and corrosion, emulsions which can obstruct the proper film lubrication regime necessary to protect against friction and prevent lubrication to the shaft and bearing. Evidence of emulsified oil was extracted from the filter media. The presence of corrosion was also noted on the metal surfaces of the filter. Analysis results have also detected a high presence of iron 335 ppm and Ferrous wear at 247 ppm this is an indication that the system was generating wear debris, which correlates with the images of the surface bearings and microscopic analysis from the filter media. Presence of silicon was detected at 98 ppm, which is an abrasive particle that will increase wear within the system. Below are images taken from the filter along with microscopic analysis -
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
The filter debris images show ferrous debris deposits ranging from 1mm to 5 mm in diameter

Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Bacteria Results have been completed and the bacterial count is >10,000,000 CFU / ml. The image below shows the bacterial colonies are seen in red in the image below. The level of bacteria is severe –

Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
A Soluble Varnish Analysis was performed – with a value of 35.8 indicating a minor amount of varnish is present. The patch has visible contaminant particles along with ferrous oxides that it would suggest the presence water contamination. For this reason, the results for Soluble varnish are negligible.
Turbine Oil Analysis Used Oil Sample: 24073538
Elemental analysis and fluid properties are listed as normal. This can be due to the limitations of particle size detection of the method; it can also be the location of where the sample was taken as well. The water was detected to be 3162 ppm which is about 0.3% water present in the used oil sample, the overall severity of water is to be considered severe as it exceeds the OEM limit of 500 ppm. Image below shows droplets of water contamination visible.
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Varnish Analysis results lab was only able to capture Soluble varnish analysis with a value of 10.4 – which is also negligible. Unfortunately, there was not enough sample volume to complete the standard MPC analysis. There isn’t enough presence of varnish in the scope analysis detected to state varnish formation was taking place in the system and attributed to failure, overall varnish formation is negligible.
Scope analysis was performed and based on the images the particles that were detected are clear and transparent in color, embedded with fibers, contaminants, non-metallic debris and oxides. This is consistent with Hydrolyzed fluid; the images below show bodies in the shape of water. Common side effect of water or steam encountering the oil. There were no wear ferrous debris particles detected in the scope analysis which can be an indication of sampling location of the used oil sample. Results trend with the FDA analysis performed when comparing contamination and the presence of ferrous oxides (rust) usually they are non-magnetic in nature.

Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Rusty Sludge Analysis Sample: 24073539
This was deposit taken from the unit and sent in for testing to help determine its composition. Elemental and scope analysis was performed on the oil sample. The elemental analysis detected 120680 ppm of Iron and Ferrous Debris 2327 ppm, Iron was found to be a mix of ferrous oxides and rubbing wear. Other elements detected were Copper, Chrome, Nickel at 70 ppm each, Calcium at 980 ppm, Phosphorus at 2450 ppm, Zinc at 630 ppm, Silicon 490 ppm, Sodium 290 ppm and Potassium at 70 ppm can be from the feed water. The sample make-up consisted mainly of ferrous oxides and wear debris. The images from the scope analysis correlate with the elemental analysis. Noted normal rubbing wear, no severe wear was detected in this deposit sample. The red, amber like particles are consistent with oxidized particles usually related to rust.
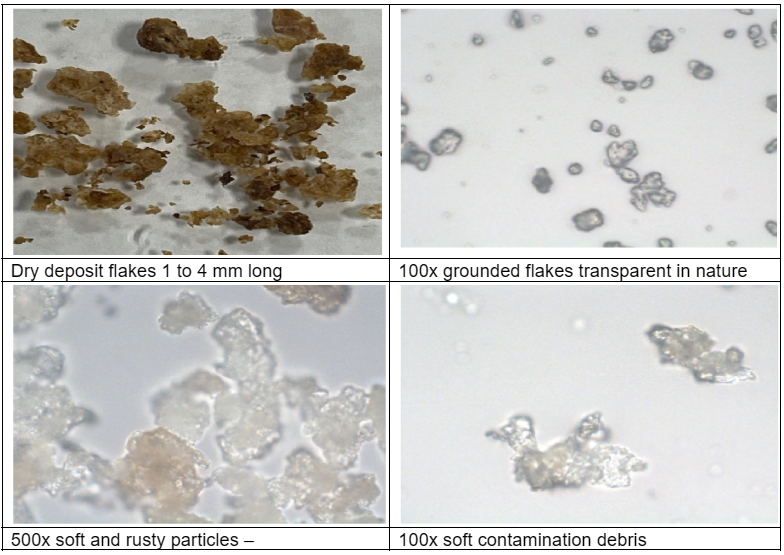
Dry Flakes Analysis Sample: 24073540
Unlike the black sludge this was a dry flaky like deposit taken to also help determine its composition. Elemental and microscope analysis was found to have 650 ppm of Iron, 3300 ppm of Calcium, 1250 ppm of Phosphorus, 26050 ppm of Silica, 10100ppm of Sodium, 1150 ppm of Boron and 800 ppm of Potassium – these metals are consistent with treated cooling water. The scope analysis the flakes were grounded into a fine powder to be able to analyze the sample under the scope it was determined that the particles were not wear, some were nearly transparent and that can be due to the presence of Silica, when exposed to high heat it will create a glass like particle. The particles appear to be soft in nature, some appear to be rusty, but it was determined particles are not wear or magnetic. Likely scale build-up from the treated feed water.
Make it stand out
Whatever it is, the way you tell your story online can make all the difference.
Observations, Conclusion and Recommendations:
It appears that the unit was exposed to high levels of water which compromised the fluids’ ability to shed/separate from water, this results in the oil and water to bond creating an emulsion, which impacts the fluids capability of proper hydro-dynamic lubrication to the shaft and bearings. When fluid cannot protect against friction the system will begin to generate wear and there is more metal to metal contact between the moving surfaces, and over time the surface asperities will crack, and wear particles begin to circulate throughout the system and increase the generation of wear. Water contamination causes oil degradation, bearing fatigue and hydrogen embrittlement, under extreme pressure, water will decompose into hydrogen, which can force the cracks on the bearing surfaces to widen and deepen which can lead to spalling (hydrogen embrittlement), This is consistent with the surface cracks detected on surface of bearings. Corrosion is also a side effect of water and bacteria contamination which was also observed on the metallic surfaces of the filter. The lubricant also exhibited other abrasive wear particulate in the form of oxidized by-products and silicon, in conjunction with wear particles this could have also increased wear. Bacteria results for the Filter tested positive indicating the presence of bacterial growth which can cause corrosion in the system. High level of Silica found in the filter and in the dry flaky deposits can be indicative of the use of silica used in feed water. Check for source of water contamination and water treatment salts – ensuring the right ratio of water treatment salts is being used as we have found a high presence of these elements – calcium, silica, sodium, potassium and phosphorus. It is likely that the oil feed lines were clogged with bacteria + contamination that prevented oil from reaching the bearing and shaft resulting in failure – oil starvation. This appears to be a result of the water contamination exposure.